

ピン・プラグ加工・製作
ピン/プラグ加工・製作事例
こちらでは「ピン・プラグ」ならびに、類似形状の製作事例をご紹介しております。
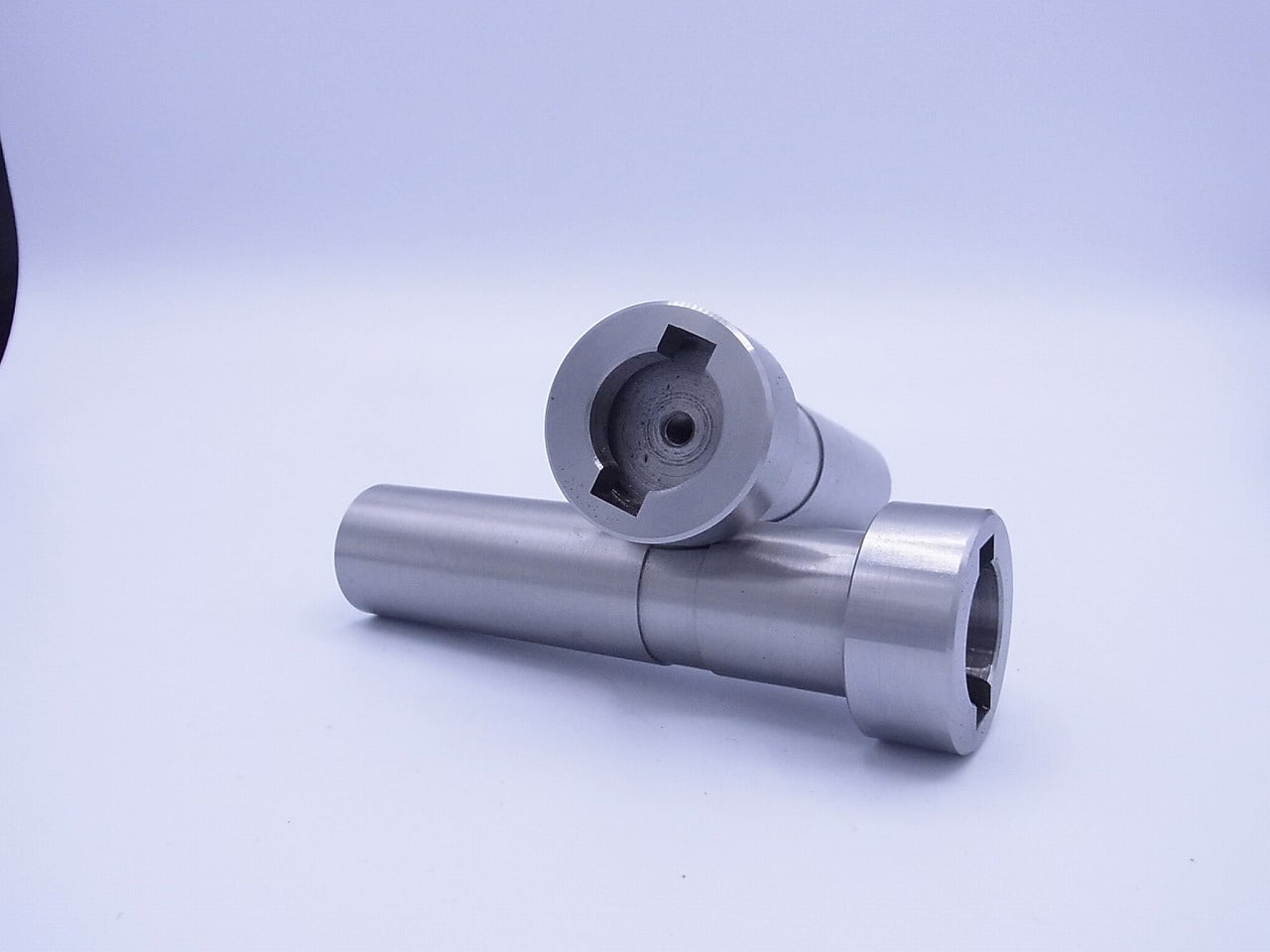
事例01 : テーパー受けピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鉄 |
| 材質詳細 | S45C |
| 業界 | 建設機械 |
| 備考 | 1個からでも大量生産も可 |
こちらは2部品から構成されているパーツの1部分です。一方の部品との密着性を担保しなければならないため、テーパー部分の角度の精度と、2つの溝が180°±0.05°になっていることが求められており、高精度の部品です。


事例02 : 凸ピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS303 |
| 建設機械 | |
| 備考 | 1個からでも大量生産も可 |
こちらの部品は、2部品から構成されている製品の1部品です。先端がテーパー形状になっており、もう一方の部品との密着度が要求されるため、テーパー部分の面粗度・角度・キー溝に対して高精度の加工を実施しております。

事例03 : 締結ピン
加工データ:
| 加工方法 | 旋盤加工、フライス加工、スロッター加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS303 |
| 業界 | 食品機械 |
| 備考 |
こちらの部品は、溝が貫通していない止まり穴のため、加工難度が高い製品です。最小限の内径溝を追加することで、加工が可能になりました。
事例04 : 量産品 コネクター

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鉄 |
| 材質詳細 | SS400 |
| 業界 | 産業機械 |
| 備考 | 5個からでも大量生産も可 |
こちらは、丸材からインテグレックスで1工程にて加工を行った、量産品のコネクターです。RC1/2オスねじ箇所とRCC1/2メスねじ箇所×2か所が交差した部品となっております。加工後、さび止めのための"亜鉛メッキ"を施しております。
事例05 : 量産品 バルブ

加工データ:
| 加工方法 | フライス加工 |
| 材質分類 | アルミ |
| 材質詳細 | A5052 |
| 業界 | インフラ・エネルギー |
| 備考 | 1個からでも大量生産も可 |
こちらの製品は、5軸マシニングセンタを使用して2工程で製作を行ったアルミ製のバルブです。5軸マシニングセンタを有効活用することで、通常であれば6面加工(6工程)を2工程で製作することで、低コストを実現しながらも、高精度(直角度)にて製作することが可能となりました。
事例06 : 冷却フランジ

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鉄 |
| 材質詳細 | S45C(調質材) |
| 業界 | インフラ・エネルギー |
| 備考 | 1個から20個程度の生産が可 |
公差する穴を多数開けることで、今回の熱膨張を防ぐ仕様となっております。
事例07 : 押出ピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工、キー溝加工 |
| 材質分類 | 鉄 |
| 材質詳細 | S45C(調質材) |
| 業界 | 工作機械 |
| 備考 | 1個から大量生産が可 |
外径とキー溝と先端H7穴が同一軸上にあることが重要な部品のため、
複合加工機で全てワンチャッキングで加工しております。
事例08 : 六角ピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鉄 |
| 材質詳細 | SS400 |
| 業界 | 専用機・自動機 |
| 備考 | 5個から大量生産が可 |
このピンは六角対辺が22mm、全長が400mmを超えるため通常では曲がりが発生します。
曲がりを避けるために六角材を使わず、黒皮の材料を焼鈍し旋盤加工のあと六角部をフライス加工しています。
それにより曲がりを抑えて、研磨加工までしております。
事例09 : ステンレスピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS304 |
| 業界 | 食品機械 |
| 備考 | 5個から大量生産が可 |
こちらφ20以下のピンのため、協力会社で加工しております。研磨なしでh6の公差で研磨無しで仕上がっています。
事例10 : サステイナブルピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS304 |
| 業界 | 医療機械 |
| 備考 | 5個から大量生産が可 |
こちらのピンは、長さを±5/1000以内に揃えなければいけないため、治具を製作し研磨で各部品の寸法公差を2/1000以内に仕上げました。
事例11 : SUS304ピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工、研磨加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS304 |
| 業界 | 食品機械 |
| 備考 | 5個から大量生産が可 |
こちらのピンは特殊治具を使い、長さ寸法を±5/1000以内に揃えたうえで、研磨加工で寸法公差を2/1000以内で納めました。
事例12 : 治具ベース位置決めピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工、研磨加工 |
| 材質分類 | プリハードン鋼 |
| 材質詳細 | NAK55 |
| 業界 | 建設機械 |
| 備考 | 1個から大量生産が可 |
こちらのピンは大型工作機械の治具プレートを位置決めするためのピンです。
緊急対応部品で、短納期で加工する必要があったためプリハードン鋼を使用しました。
事例13 : ロケートピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | プリハードン鋼 |
| 材質詳細 | NAK55 |
| 業界 | 建設機械 |
| 備考 | 5個から大量生産が可 |
こちらは自動車エンジン製造ラインで使用するロケートピンです。
量産消耗品のため2スピンドルの機械で1チャッキングにて製作しています。
フレ同軸精度は0.01以内に保っています。
事例14:医療機器用冷却プラグ

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS303 |
| 業界 | 医療機器 |
| 備考 | 5個から大量生産が可 |
この部品は φ 4.5,深さ45で8か所加工してあり、加工順を考え旋盤加工と穴あけ加工の順番を考えて効率的に加工しています。
バリ処理も手間のかからないような方法で加工しています。
複合機を使うことで旋盤フライス加工の効率的な加工順を構築することができる例です。
事例15:ストッパーピン

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鋼 |
| 材質詳細 | SCM440 |
| 業界 | 専用機・自動機 |
| 備考 | 20個から大量生産が可 |
この部品は φ10の長さ100、ねじ部がM8ピッチ1の部品です。
数量が100本と多かったため、墨田区の協力会社に切削加工を依頼し、焼き入れ研磨は大田区のネットワーク企業で行いました。
数量、形状によりネットワーク会社との協力を図りながらワンストップで対応しています。
事例16:医療機器用冷却プラグ②

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS303 |
| 業界 | 医療機器 |
| 備考 | 5個から100個まで生産可 |
この部品は 上記の医療機器用冷却プラグ①とセットで使用する部品です。
数量が1ロット100ですが、バー材からの加工により1本の材料供給から10個の連続加工が可能で、
2スピンドルキーを使うことで手間をかけることなくコストダウンを図っています。
事例17:エキセンピン(偏芯ピン)

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鉄鋼 |
| 材質詳細 | S45C |
| 業界 | 産業機械 |
| 備考 | 20個から200個まで生産可 |
この部品は両側の軸が偏芯したピンで、当社ではよく加工する部品です。
治具レスで加工できるため、納期並びにコストでお役に立てる加工です。
事例18:ポンプ用配管コネクタ

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS316L |
| 業界 | 油圧機器 |
| 備考 | 5個から50個まで生産可 |
管用ねじRC4分の1を旋盤加工でねじ切り加工することで、30気圧に耐えられる、気密度の高いねじが製作できます。
6角まで含めて2工程で加工しています。
食品加工機 用ステンレスピン 量産加工

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | ステンレス |
| 材質詳細 | SUS316 |
| 業界 | 食品機械 |
| 備考 | 50個から200個まで生産可 |
こちらの部品は、ワンチャッキングで面取りまで含めた完成品加工を、複合加工機のバー材加工機能で行っています。
2面幅をチャッキングできる特殊なアタッチメントを用い、2工程後のフライス加工を行っています。
専用機位置決め用 プッシャーロッド

加工データ:
| 加工方法 | 旋盤加工、フライス加工 |
| 材質分類 | 鋼 |
| 材質詳細 | S45C |
| 業界 | 専用機 |
| 備考 | 10個から50個まで生産可 |
こちらの部品は、ワンチャッキングで旋盤加工とフライス加工を行っています。治具レスで加工できるので、短納期で納品しました。
お問い合わせはこちら
TEL.
03-3761-7246