


「複合加工機」とはNC旋盤とマシニングセンタを複合化したもので、1台で旋削加工とミーリング加工を同時に終えることが可能な機械です。
工程を集約することでチャッキング・クランプ作業の大幅減少による省人化、ワンチャッキングの多面加工による高精度化、バー材加工の場合は加工部分とチャッキング部分が離れていることによる高精度化が、複合加工機のメリットです。
ここでは、複合加工機によるメリット・デメリット、金属加工事例などを紹介いたします。
複合加工機の特徴
複合加工機とは、NC旋盤と、マシニングセンタの機能の両方を持ち合わせている工作機械の総称です。
NC旋盤とは、円柱状の材料を回して,それにバイトと呼ばれる刃ものを当てて,材料を削る工作機械であり,機械加工で最もよく使われる工作機械の一つです。
マシニングセンタは、主軸に取り付けた様々な種類の刃物を高速で回転させて、素材に直接刃物を当てて、彫ったり削ったりする機械加工の事です 。
複合加工機は上記2つの機能を併せもつ加工機でNC旋盤の工程とマシニングセンタの工程を一度に行うことで、工程集約と工法転換を実現することが可能になります。
複合加工機の種類
①マシニングセンタベースの複合加工機
マシニングセンタに旋盤機能を追加し、ミーリング加工と旋削加工を同時にすることができます。後述する「NC旋盤ベースの複合加工機」と比較して、大きなワークを加工できるというメリットがあります。一方、テーブル回転に制約があり、高速回転での旋盤加工ができません。そのため、「NC旋盤ベースの複合加工機」と比較して、旋削加工工程の時間がかかり、また旋削加工精度も劣ります。
②NC旋盤ベースの複合加工機
NC旋盤にマシニング機能を追加し、旋削加工とミーリング加工を同時にすることができます。旋盤ベースのため、高精度な旋削加工は可能ですが、大きなワークには対応する機械が少ないです。
複合加工機のメリット
複合加工機の特長は、ワンクランプ(チャック)で多工程加工できる点です。
これにより以下のようなメリットがあります。
1.工程ごとのチャッキング・クランプ作業が大幅に減少し、省人化に繋がる。
2.ワンチャッキングの多面加工により、高精度化が図れる。(平行度・直角度・傾斜度の姿勢公差)
3.バー材加工の場合、加工部分とチャッキング部が離れているためクランプによる変形が少なく高精度化が図れる。
4.ワンチャッキングにより、治具費が大幅に削減され、治具製作時間も無くなるため、短納期の対応が実現できる。
5.チャッキング回数が減ることで、加工トータルコストの大幅な削減が実現できる。
6.設備の占有面積が少ない。
7.(あまりいわれないことですが、)加工工程の変更が容易にできる。
反対に複合加工機のデメリットは以下になります。
1.複数工程を複数機械で同時に加工できないため、単一品の大量生産は不得意。。
2.単能機(NC旋盤・マシニングセンタ)は動作が速いうえに動きに無駄がないですが、複合加工機は動作の早さでは劣る。
3.単能機と比較して、設備費が比較的高価。
複合加工機は、1個から月に数百個レベルでの小ロット生産の場合は、単能機よりも有利です。
今製作所では後述するように複合加工機を多く保有することで、高精度かつ短納期・コストダウンの実現を目指しております。
動画でわかる複合加工
複合加工が適している部品
半導体製造装置における複合加工部品
半導体製造装置の部品の中で、複合加工が適している部品は、以下のようなものがあります。
・各種ガスを制御するためのバルブ
・センサのハウジングや内部の部品
・ウエハを正確に位置決めするためのガイドピン
・各種ガスを制御するためのバルブ
・センサのハウジングや内部の部品
・ウエハを正確に位置決めするためのガイドピン
・ウエハを保持するためのウエハホルダ
・フランジ
・フランジ
建設機械における複合加工部品
建設機械の複合加工で作られる部品は、以下のようなものがあります。
・油圧シリンダーや油圧モーターなどの油圧部品
・ボームやアームなどのアタッチメント部品
・ギアボックスやトランスミッションなどの動力伝達部品
・シャーシやフレームなどの構造部品
・油圧シリンダーや油圧モーターなどの油圧部品
・ボームやアームなどのアタッチメント部品
・ギアボックスやトランスミッションなどの動力伝達部品
・シャーシやフレームなどの構造部品
食品機械における複合加工部品
食品機械の複合加工で作られる部品は、以下のようなものがあります。
・果物や野菜を絞る搾汁機の部品
・果物や野菜を絞る搾汁機の部品
・焼き物製造機の部品
(焼き物製造機は、高温での使用に耐える必要があるため、部品の強度が求められ、高精度な加工ができる複合加工が適しています。)
・パッケージング機械の部品
(パッケージング機械は、高速で動作するため、部品には高い耐久性が求められ、、高精度な加工ができる複合加工が適しています。)
医療機器における複合加工部品
医療機器の複合加工で作られる部品は、以下のようなものがあります。
・人工関節の部品
・人工関節の部品
(人工関節は、高い精度が求められ、また摩耗に強い材料が必要です。高精度で微細な部品を加工することができる複合加工が適しています。)
・ペースメーカーの部品
・ペースメーカーの部品
(ペースメーカーは、高精度で微細な部品を必要とするため、複合加工が適しています。)
・インプラントの部品
・インプラントの部品
(インプラントは、生体と接触する部品であり、高い精度を必要とするため、複合加工が適しています。)
専用機・自動機における複合加工部品
専用機・自動機の複合加工で作られる部品は、以下のようなものがあります。
・ギア
・ギア
(自動車や工作機械など、様々な機械に使用されるギアは、高い精度が求められる部品のため、高精度な加工ができる複合加工が適しています。)
・ベアリング
・ベアリング
(ベアリングは、回転する軸を支える部品であり、高い精度が求められる部品のため、複合加工が適しています。)
・ピストン
・ピストン
(エンジンなどの動力源であるピストンは、高い精度が求められる部品のため、複合加工が適しています。)
複合加工機活用例
今製作所では、金属加工の際に「精度の高い部品製作」「コストダウンを実現する部品製作」を実現するために複合加工機によるVA・VE提案をしております。図面の改善提案、材質の最適化、各種加工の最適化、加工方法・製作方法の最適化・効率化などのご提案を中心に、お客様へより満足いただけるようなご提案をさせていただきます。 本ページには、これまで提案させていただいた「改善提案」の一部を掲載させていただいております。
事例:複合加工機によって、斜め穴や中心外の穴加工を高精度化・コストカットした事例

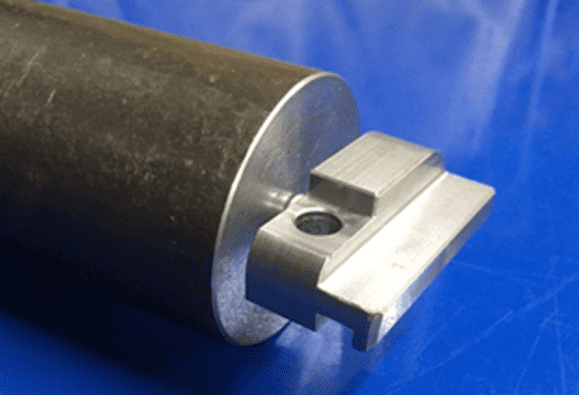
円筒形状に穴加工を行う場合、円筒の中心に向かって加工する場合は問題にはなりませんが、中心からずれた穴、また傾斜穴の場合は、ドリルが逃げてしまうので、加工ができません。このような中心からずれた穴や傾斜穴を加工する場合には、左の写真のような穴径以上の平面座設ける事がポイントです。エンドミルにより、この平面座を設ける事で低コストでの穴加工を行うことができます。
円筒形状に対して中心軸からずれた斜め穴加工を行う場合、そのまま加工を行おうとしても、ドリルが逃げてしまうので、加工することが出来ません。穴径より大きな平面座を用いる事でドリルが逃げる事を防ぎ、問題なく加工することができます。
事例:複合加工機で、多面加工もワンチャッキングでの高精度加工を実現

右図のような多面加工を行う場合、マシニングセンタを用いて加工をおこなうと思われます。ある程度は高い加工精度を出すことは可能であると言えますが、幾何公差の面では段取り替えが発生するため、数十ミクロンの精度となってしまいます。
複合旋盤を使用することで段取りがえ工程が発生しないことで、幾何公差(直角度、平行度)の精度を高く出すことができ、数ミクロン台での加工が可能です。
多面加工を行う際に、マシニングセンタを使用すると段取り替えが発生する為、平行度・垂直度といった幾何公差に対して、百分台が精度限界となります。一方で、複合加工機の場合には、多面加工をワンチャッキンでできるので、千分台での精度出しが可能です。
事例:複合加工機の使用による材料選択の拡充
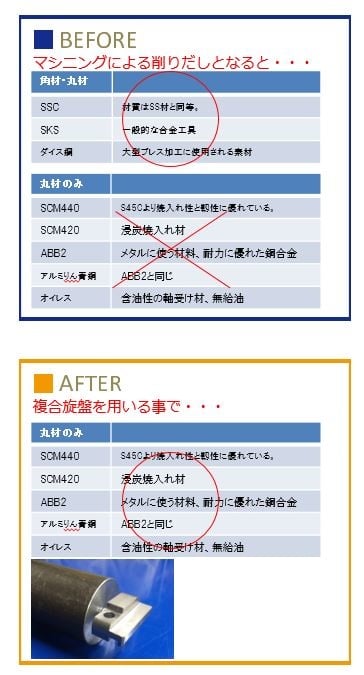
特殊鋼を用いたブロック形状を加工する場合、マシニングセンタ加工では角材からの削りだしが一般的です。しかし、市販品に角材が無い特殊鋼は材料としての使用は避けられます。
複合旋盤を使用することで、丸材からの削りだしがワンチャックで可能となります。その為、市販品の流通が丸材のみになっている特殊鋼も、素材としての利用が可能となります。
特殊鋼は、形状によっては一般に流通していないものもあります。複合旋盤への工法転換により、丸材からのブロック形状の加工も可能となる為、設計段階における選択肢を増やすことが出来、条件に合う最適な材質の提案が可能となります。
事例:角物を丸材から製作し、工程集約を実現した事例
角物は、フライス盤を用いて、多工程にて加工を行って製作することが一般的です。 しかし、複合機を用いることで、丸材をチャックで固定することで、旋盤加工と5面加工が可能となり、工程の大幅削減を実現することが可能です。また、精度(直角度・平行度等の幾何公差の向上)とコストダウンを図れるケースが多くございます。
事例:安定した、バリのない高品質の加工を実現した事例

従来、旋盤加工後、フライス加工をしたものを手作業にてバリ取り加工を実施している工程です。
こちらを、複合加工機を用いることで 旋盤加工→フライス加工→面取り(バリ取り)加工→フライス仕上げ→旋盤仕上げ の工程を自由に変更することで、バリのない高品質な部品を安価にて製作することが可能になりました。また手作業工程を排除することで、安定した品質の製品を供給することも実現できました
事例:部品点数の減少

バルブのエルボ、および3つ又の部品などの部品点数が2つ以上の組立品でしたが、複合加工機を用いることでV字型、Y字型でも1部品でできるようになり、加工時間、材料コスト、組立工数を削減できました。また、1部品で作るよりも性能が高くなります。複合加工機がなかった時代の設計が今でも残り、
本来なら複合機加工機を用いて1部品でできるものを2部品以上を組み立てる設計にしていることが今でも散見されますが、そうした場合は一度複合加工機の活用を検討されることを推奨します。
事例:旋盤加工・フライス加工を加工工程を逆にする

旋盤加工とマシニング加工のあるワークは通常、旋盤加工終了後にマシニング加工を行います。
ですが、加工を考えた場合、逆又は混合が良い場合が多いです。
ですが、加工を考えた場合、逆又は混合が良い場合が多いです。
例えば、穴を空けやすい、精度があがるなどのメリットがございます。
左の事例の場合、フライス加工による変形を考慮して
荒旋盤加工→フライス加工で中抜き→仕上げ旋盤加工
の順番で実施していますが、これは複合加工機ならワンチャッキングで可能です。
事例:治具レスで加工できる = 小ロットでも単価が安い、早い

旋盤加工後、掴み代を残しておいてテールストックでセンターをし、治具レスで他方向からフライス加工を行っています。
通常では治具を使い複数工程で行いますが、複合機では治具レスでワンチャッキングで加工でき、精度の高い製品を製作可能です。
事例:加工工程を考慮した傾斜穴加工の例

加工工程と面取り工具、プログラムを駆使し、治具レスでリードタイムを短くしています。
また、手仕上げによるバリ取り作業をなしに面取り加工まで終わらせています。
事例:簡易治具を利用した、旋盤加工と正面外周フライス加工の同時加工例

本製品のような形状を加工しようとすると通常、旋盤加工後に、2工程以上のマシニングセンタ加工を行う必要があります。
当社では、複合加工機を活用することにより、ワンチャックで全ての加工を完結することができるため、リードタイムの短縮と加工精度の向上に繋がります。
その他 QCD向上事例
上記でご紹介した事例以外にも、複合加工によりQCD向上を実現できた事例です。
・自動車部品メーカーA社:従来の加工方法では、高精度な加工に多くの時間を要していたため、コストがかかっていました。そこで、複合加工に変更し、工程を集約しかつ高精度に加工できたことで、加工時間が38%短縮し、コストダウンを実現できました。
・医療機器メーカーB社:従来の加工方法では、部品の形状や仕様によっては、複数の加工工程が必要であったため、コストがかかっていました。そこで、複合加工に変更し、複数の工程を一元化することで、加工時間を50%短縮し、コストダウンを実現できました。
・航空宇宙産業メーカーC社:従来の加工方法では、複雑な形状の部品を製造するためには、多くの工程が必要であったため、コストがかかっていました。そこで、複合旋盤加工に変更し、複数の工程を一元化することで、加工時間を35%短縮し、コストダウンを実現できました。また、部品の精度向上にもつながりました。
・医療機器メーカーB社:従来の加工方法では、部品の形状や仕様によっては、複数の加工工程が必要であったため、コストがかかっていました。そこで、複合加工に変更し、複数の工程を一元化することで、加工時間を50%短縮し、コストダウンを実現できました。
・航空宇宙産業メーカーC社:従来の加工方法では、複雑な形状の部品を製造するためには、多くの工程が必要であったため、コストがかかっていました。そこで、複合旋盤加工に変更し、複数の工程を一元化することで、加工時間を35%短縮し、コストダウンを実現できました。また、部品の精度向上にもつながりました。
加工・製作事例一覧 (画像をクリックで、詳細をご覧いただけます)
弊社でこれまで提案させていただきました、金属加工事例の一覧をご紹介しております。複合加工機で実際に製作できるワークが大半ですので、一度閲覧いただければ幸いです。











複合加工機による加工お見積り大歓迎
弊社では、このように複合加工機を用いた5個からの加工、あるいは中量の量産加工を得意としております。
金属加工全般に関してお悩みの際は、お問い合わせフォームから、お気軽にお申し付けください。
